








Монтаж (запрессовка) стальных втулок с применением низких температур
07.09.2021

Мы часто сталкиваемся с ошибочными действиями при сборке неподвижных соединений. В данном случае речь пойдет об установке втулок в посадочное место.
Зачастую в ремонтной практике используется наиболее доступный способ установки втулок – нагрев тела основной металлоконструкции. Данный метод отчасти облегчает установку втулки, но при этом есть риск побочных явлений, таких, как деформация, ослабление тела основной металлоконструкции. Впоследствии это может привести к внеплановому ремонту.
Как все-таки правильно установить втулку в посадочное место?
Очевидно, необходимо резко снизить усилия при запрессовке. Втулку необходимо охладить так, чтобы на время монтажа прессовую посадку (неподвижную) превратить в скользящую, но с условием возврата в неподвижный режим после монтажа. Тогда поставить изделие можно будет даже «от руки», без каких-либо усилий.

Суть процесса заключается в том, что при охлаждении до весьма низкой температуры наступает временное уменьшение диаметра охватываемой детали, благодаря чему она свободно входит в посадочное отверстие. Охладить деталь можно с применением азота (-195℃) или сухого льда (-79℃).


Перед охлаждением производится подготовка посадочного места, которая включает в себя очистку и смазку. Втулка также очищается и обезжиривается.

Время охлаждения втулок в азоте имеет прямую зависимость от толщины стенки, примерно 1 мм = 1 мин (+/- 10%). После охлаждения детали быстро устанавливают в подготовленное отверстие. Охлажденная втулка должна свободно входить в отверстие. Если возникает сопротивление, можно применить небольшое усилие ударным инструментом (избегая риска появления трещин, сколов) и/или использовать приспособление для выпрессовки и запрессовки втулок.

После монтажа происходит расширение охватываемой детали, где возникает контактное давление, которое обеспечивает необходимую прочность сопряжения.
По сравнению с другими способами прессовые посадки, осуществляемые с применением низких температур, имеют ряд существенных преимуществ:
- Сохраняются геометрические размеры посадочного места.
- Обеспечивается большая прочность соединения.
- Не наблюдается неравномерной усадки металла.
- Глубокое охлаждение не вызывает изменений в структуре закаленного материала.
При работе с охлаждающей средой следует строго соблюдать требования техники безопасности!
Механический способ запрессовки
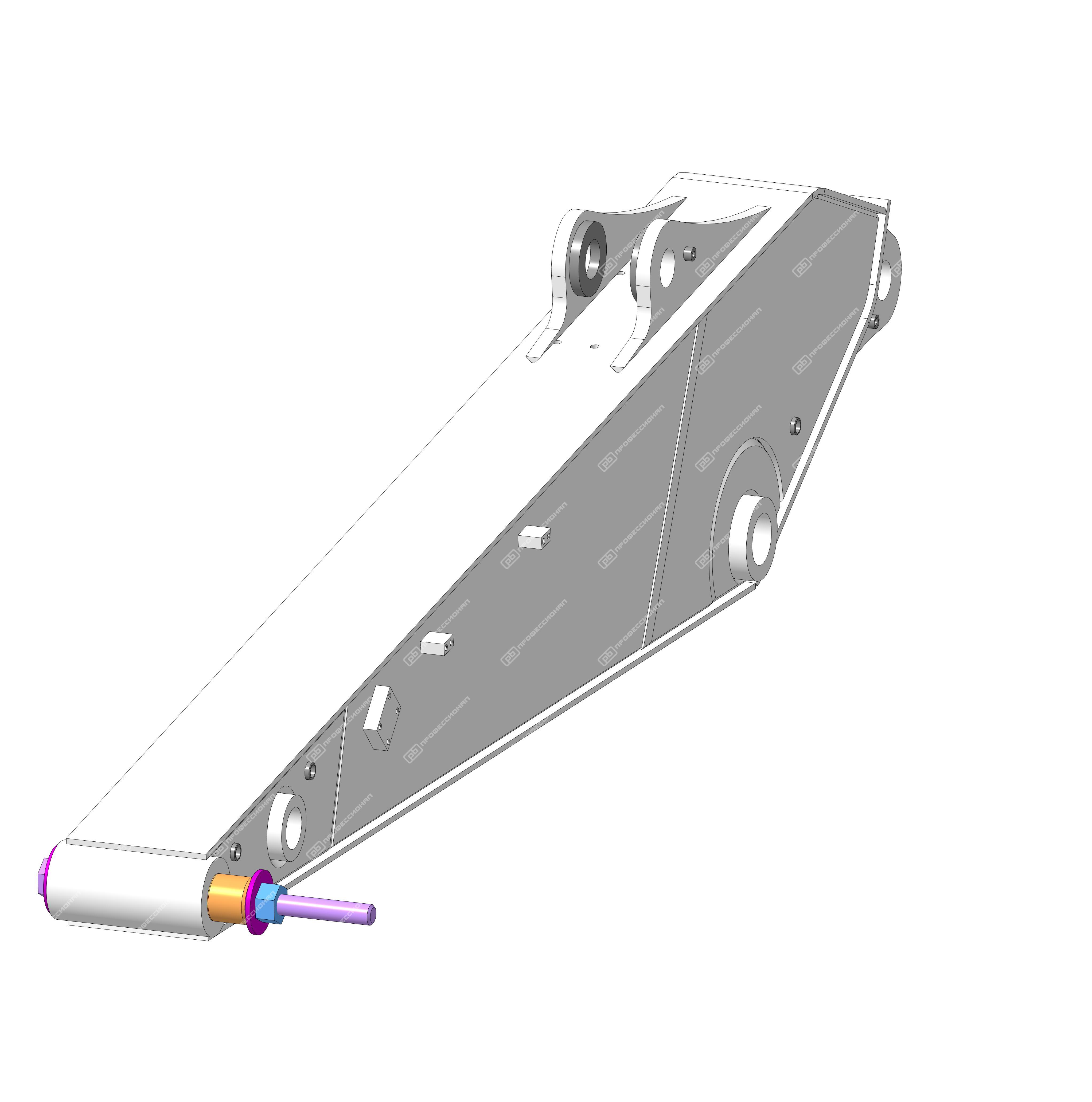
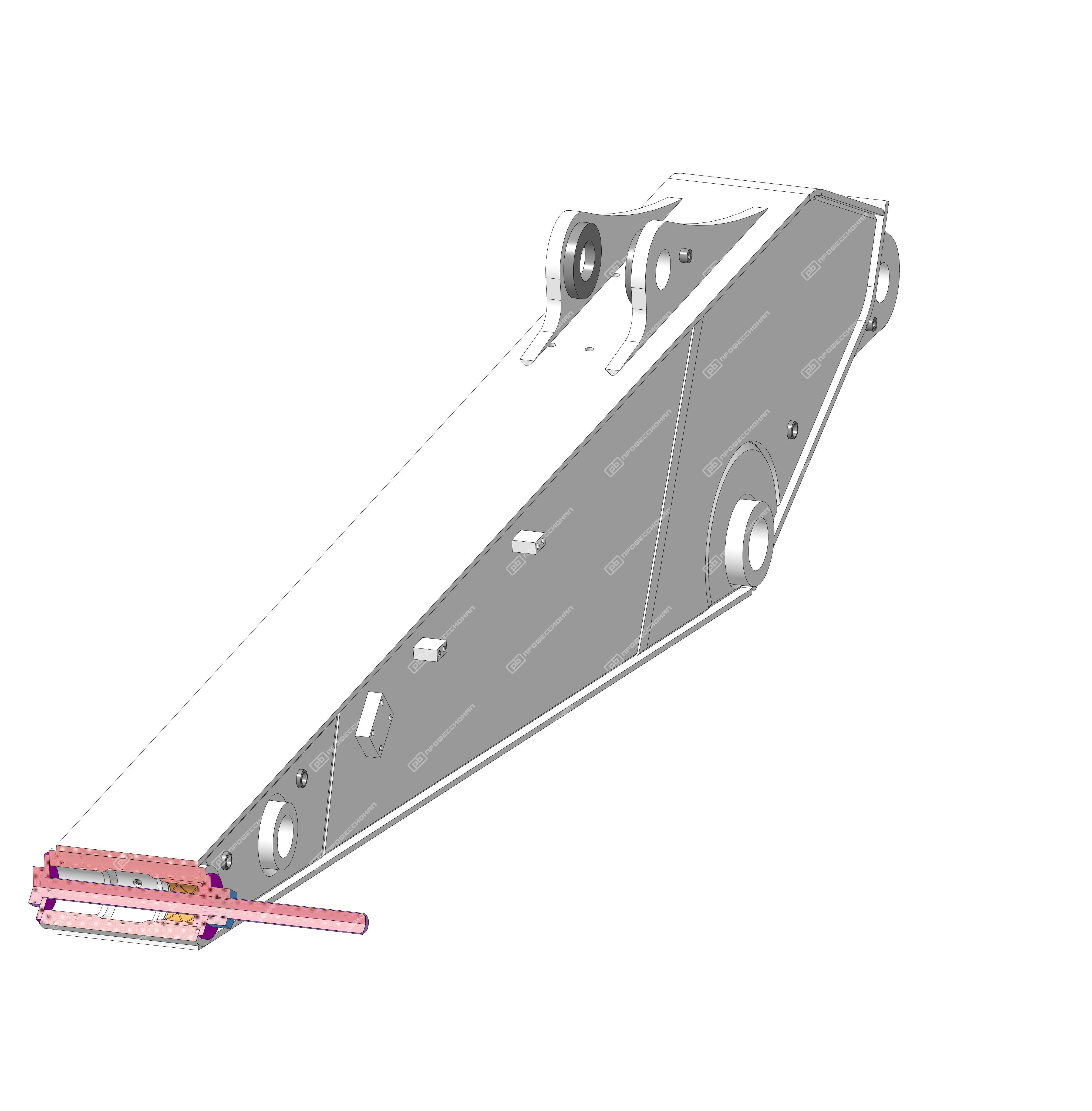
Для небольших диаметров втулок можно использовать механический запрессовщик. Это приспособление простое, состоит из болта с резьбой по всей длине, две упорные шайбы, подшипник и силовая гайка.
Принцип работы:
Болт вместе с надетой на него упорной шайбой вставляется в отверстие посадочного места. С другой стороны посадочного места на болт надевается втулка и упорная шайба, за ней подшипник (для облегчения затягивания) и накручивается силовая гайка. Когда все собрано, крутим гайку, гайка смещается по резьбе и давит на втулку и втулка осаживается в посадочное место.
Заказать монтаж от "Профессионала"